


















How is the forging process carried out for engineering machinery components, and what equipment is typically used?
Forging plays a crucial role in the manufacturing of engineering machinery components, ensuring durability, strength, and reliability in various industrial applications.
The forging process commences with the selection of high-quality raw materials tailored to meet the specific mechanical properties required for engineering machinery components. Common materials include carbon steel, alloy steel, and stainless steel, chosen based on factors such as load-bearing capacity, operating temperatures, and corrosive environments. Once selected, the raw material undergoes meticulous inspection and is subsequently cut into appropriate sizes or shapes to facilitate the forging process.
Preheating the raw material is imperative to enhance its forgeability. Various heating methods are employed, including induction heating, electric resistance heating, or gas furnaces. Heating the material to precise temperatures reduces its yield strength, making it more malleable and conducive to deformation during the forging process.
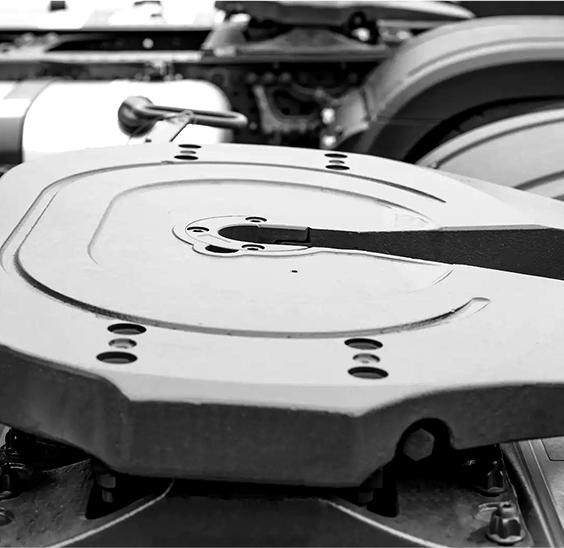
The heart of the Engineering Machinery Forging process lies in the deformation of the heated material to impart it with the desired shape and properties. Engineering machinery components are forged using specialized equipment such as hammers, presses, or hydraulic presses. The material is placed in a die cavity or on a die surface and subjected to compressive forces. Depending on the complexity and size of the component, different forging techniques may be employed, including open-die forging, closed-die forging, or impression-die forging.
Following the forging operation, excess material, known as flash, may be present around the edges of the component. This excess material is meticulously removed through trimming or cropping processes to achieve the final shape and dimensions of the component. Additionally, secondary operations such as piercing, punching, or machining may be conducted to add features or improve tolerances.
To optimize the mechanical properties of the forged components, heat treatment processes are often employed. Annealing, quenching, tempering, or case hardening may be utilized based on the material and desired properties. Heat treatment enhances the strength, toughness, and wear resistance of the components, ensuring their suitability for demanding engineering machinery applications.
The final step in the forging process involves surface finishing to enhance appearance and protect against corrosion. Techniques such as shot blasting, grinding, or coating may be employed to achieve the desired surface texture and quality, ensuring the longevity and performance of the engineered machinery components.
What surface finishing techniques are commonly employed for engineering machinery forgings, and how do they enhance performance and longevity?
Surface finishing techniques are indispensable in the manufacturing process of engineering machinery forgings, not only for aesthetic appeal but also for improving performance and longevity.
Shot blasting is a widely used surface finishing technique for engineering machinery forgings. In this process, abrasive particles are propelled against the surface of the forging using compressed air or centrifugal force. Shot blasting serves multiple purposes, including the removal of surface contaminants, scales, and oxides. By achieving a clean and uniform surface finish, shot blasting enhances the corrosion resistance and fatigue life of forgings. Additionally, the textured surface created by shot blasting can improve the adhesion of subsequent coatings or paint applications, further contributing to longevity and performance.
Grinding is a precision machining process employed to refine the surface of engineering machinery forgings. Abrasive wheels or belts are used to remove material from the surface, achieving tight dimensional tolerances, smooth finishes, and precise geometries. Grinding can eliminate surface irregularities, remove excess material, and achieve specific surface roughness requirements. By providing a smooth and uniform surface finish, grinding enhances the aesthetics, functionality, and fatigue resistance of forgings, thereby enhancing their performance and longevity in demanding industrial applications.
Coating is another vital surface finishing technique utilized for Engineering Machinery Forgings. Various coating materials, such as paints, powders, or metallic alloys, are applied onto the surface to enhance corrosion resistance, wear resistance, and surface hardness. Coatings serve as a protective barrier against environmental factors like moisture, chemicals, and abrasion, extending the service life of forgings. Certain coatings, such as thermal spray coatings or electroplated coatings, can also improve surface hardness and reduce friction, further enhancing performance and longevity in rigorous operating conditions.
Passivation is a chemical process commonly employed for stainless steel forgings used in engineering machinery applications. This process involves immersing the forgings in an acidic solution to remove free iron and other surface contaminants. Passivation forms a thin oxide layer on the surface of the stainless steel, improving corrosion resistance by promoting the formation of a passive film. By eliminating surface impurities and enhancing corrosion resistance, passivation contributes significantly to the longevity and reliability of stainless steel forgings in corrosive environments.
Engineering machinery forgings play a pivotal role in the construction of robust...
READ MORE