




News
 Home / News / Industry news / 4140 vs 4340 Steel for Fifth Wheel Cushion Rings: A Practical Comparison
Home / News / Industry news / 4140 vs 4340 Steel for Fifth Wheel Cushion Rings: A Practical Comparison 4140 vs 4340 Steel for Fifth Wheel Cushion Rings: A Practical Comparison
 2026.04.27
2026.04.27
 Industry news
Industry news
Content
- 1 The Role of the Cushion Ring — and Why Material Choice Matters
- 2 Chemical Composition: What Makes 4140 and 4340 Different
- 3 Mechanical Properties Side by Side
- 4 Hardenability: The Critical Factor for Thick Cushion Ring Sections
- 5 Forging Performance: How Each Grade Behaves Under the Press
- 6 Heat Treatment Options for Cushion Ring Applications
- 7 Cost vs. Performance: Building the Decision Matrix
- 8 Making the Right Choice for Your Application
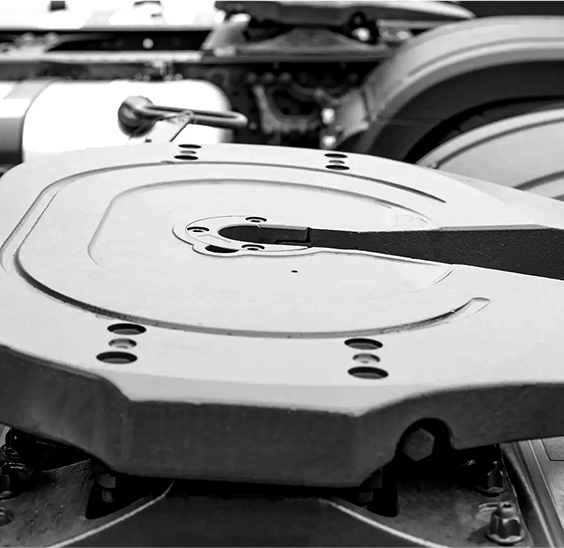
A fifth wheel cushion ring absorbs kingpin impact on every coupling event, endures continuous sliding friction as the trailer pivots during cornering, and does all of this across millions of cycles in environments ranging from desert heat to sub-zero winters. It is a small component by dimension but a demanding one by duty. Choosing the wrong steel grade does not produce a sudden dramatic failure — it produces accelerated wear, fatigue cracking at the bore, and premature replacement cycles that quietly erode fleet economics.
Two alloy steel grades dominate cushion ring forgings: AISI 4140 and AISI 4340. Both are chromium-molybdenum steels. Both respond well to heat treatment. The differences between them, however, are precisely the differences that matter for a component subjected to impact, cyclic loading, and surface wear — which is why the selection decision deserves more than a cost-per-kilogram comparison. For a broader look at how these components work in the fifth wheel system, see our articles on how cushion ring design reduces operational noise and vibration and how forged lock jaws contribute to heavy-duty truck safety.
The Role of the Cushion Ring — and Why Material Choice Matters
The cushion ring sits inside the fifth wheel top plate, forming the inner bore that the trailer kingpin locks into. According to SAE J133, the industry's performance standard for fifth wheel kingpin systems, this coupling interface must reliably withstand the vertical, horizontal, and torsional forces of loaded tractor-trailer operation without play, deformation, or surface degradation that would compromise coupling security.
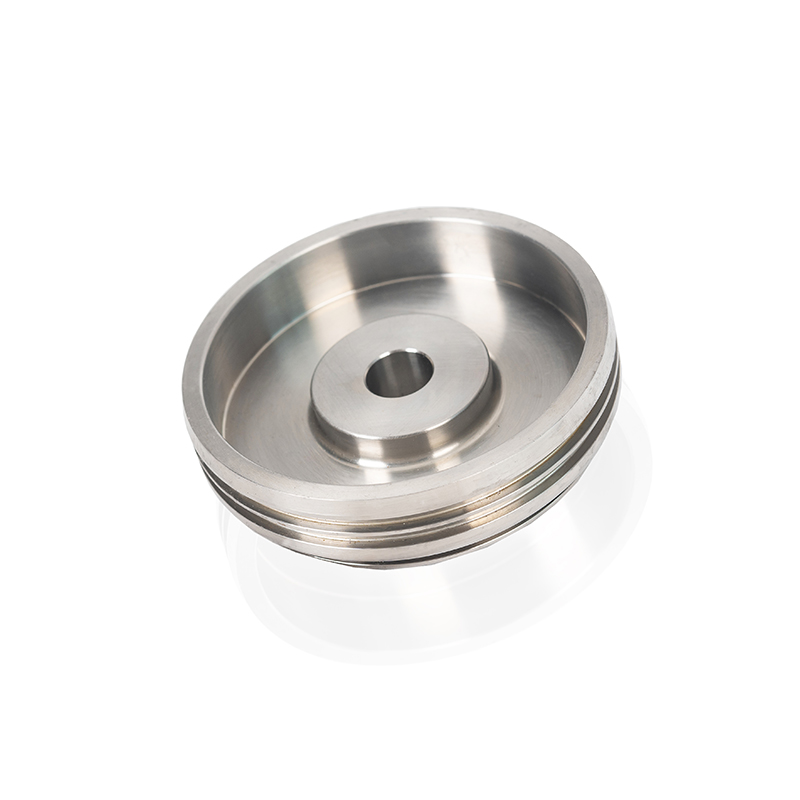
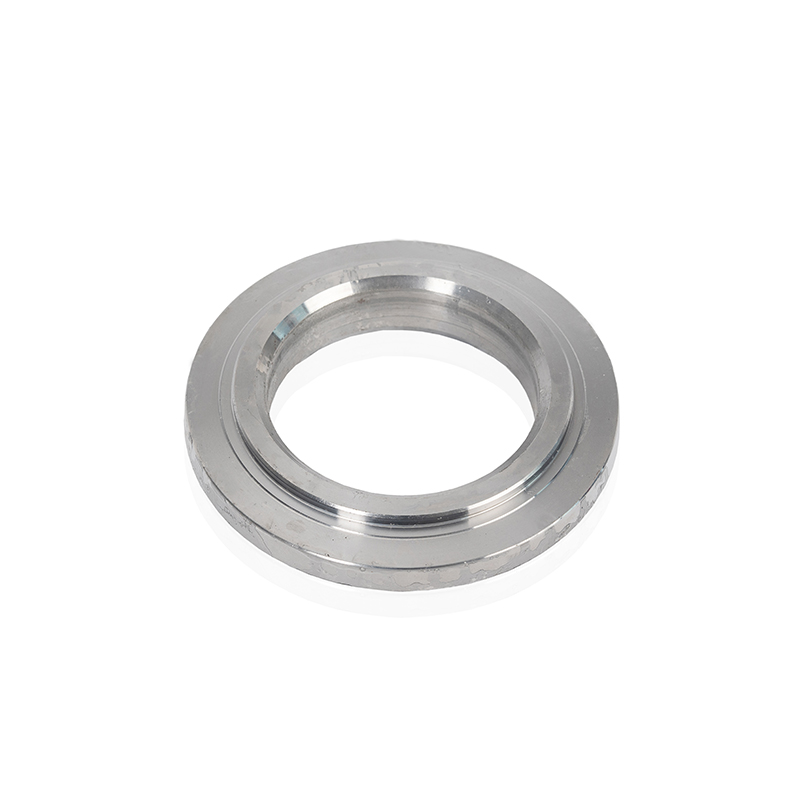
In practice, the cushion ring faces three simultaneous stress modes. First, there is impact loading: every time a trailer is backed onto a fifth wheel and the kingpin drops into the throat, the cushion ring bore absorbs a concentrated dynamic load that can reach several times the static trailer weight. Second, there is cyclic fatigue: as the truck travels, road-induced vibrations create millions of low-amplitude stress cycles at the kingpin-ring interface. Third, there is adhesive and abrasive wear: the sliding contact between kingpin and bore — particularly during tight turning maneuvers — gradually removes surface material. A material that handles one of these modes well but not the others will deliver poor service life in real-world fleet use. Our forged fifth wheel cushion ring components are engineered to address all three simultaneously.
Chemical Composition: What Makes 4140 and 4340 Different
At a glance, 4140 and 4340 look nearly identical. Both contain chromium, molybdenum, and roughly 0.40% carbon. The decisive difference is nickel. 4340 contains 1.65–2.00% nickel; 4140 contains none. That single alloying addition has a cascade of effects on hardenability, toughness, and fatigue resistance that show up directly in service life for high-stress forgings.
| Element | AISI 4140 | AISI 4340 | Practical Effect of Difference |
|---|---|---|---|
| Carbon (C) | 0.38–0.43% | 0.38–0.43% | Essentially equal base hardness potential |
| Chromium (Cr) | 0.80–1.10% | 0.70–0.90% | 4140 has slightly higher Cr; improves surface hardenability |
| Molybdenum (Mo) | 0.15–0.25% | 0.20–0.30% | 4340 has marginally more Mo; increases high-temp strength |
| Nickel (Ni) | None | 1.65–2.00% | The key differentiator — drives deep hardenability and low-temp toughness |
| Manganese (Mn) | 0.75–1.00% | 0.60–0.80% | Comparable contribution to hardenability |
Chromium and molybdenum in 4140 do contribute meaningful hardenability — enough for many standard industrial applications. But nickel in 4340 works differently. It stabilizes the austenite during quenching, slowing the transformation and allowing hardness to penetrate deeper into the section before the core transforms to softer structures. For ring-shaped forgings with wall sections that determine how far hardness must reach to protect the bore, this depth of hardening becomes a controlling variable. For a full breakdown of how alloying elements affect forging steel selection, see our comprehensive forging material selection guide. Both grades are specified under ASTM A29/A29M, the governing standard for carbon and alloy steel bar composition.
Mechanical Properties Side by Side
After quenching and tempering — the heat treatment state in which cushion ring forgings are typically supplied and used — the two grades show meaningful differences in strength, toughness, and wear resistance. The table below reflects typical values after standard Q&T treatment; exact properties depend on tempering temperature and section size.
| Property | AISI 4140 (Q&T) | AISI 4340 (Q&T) | Significance for Cushion Rings |
|---|---|---|---|
| Tensile Strength | 700–1,000 MPa (102–145 ksi) | 900–1,250 MPa (130–181 ksi) | 4340 handles higher peak loads without plastic deformation |
| Yield Strength | 655–900 MPa | 860–1,050 MPa | 4340 resists bore distortion under heavy kingpin impact |
| Brinell Hardness | 200–310 HB | 210–360 HB | 4340 achieves higher surface hardness; better wear resistance at bore |
| Elongation at Break | 11–26% | 12–22% | Comparable ductility; 4140 may have marginal edge in elongation |
| Impact Toughness (Charpy) | Moderate | Superior (especially below −20 °C) | 4340 critical for cold-climate fleet operations |
| Fatigue Strength | Good | Excellent | 4340 preferred for high-cycle loading at elevated stress amplitudes |
The tensile and yield numbers tell part of the story, but fatigue strength and impact toughness are more relevant to cushion ring service life. A ring that survives a single high-load coupling event but develops a fatigue crack at the bore after 200,000 cycles is not an acceptable outcome. The nickel in 4340 specifically improves the steel's resistance to crack initiation and propagation under cyclic loading — the dominant failure mode for well-maintained cushion rings operating at or above design load.
Hardenability: The Critical Factor for Thick Cushion Ring Sections
Hardness at the surface is only part of the equation. For a cushion ring to resist bore deformation and fatigue cracking, the heat-treated zone must penetrate adequately through the ring wall. This is hardenability — the depth to which a steel can be hardened by quenching — and it is where 4140 and 4340 most sharply diverge.
As a rule of thumb, 4140 achieves consistent through-hardening in sections up to approximately 75–100 mm (3–4 inches) in diameter or wall thickness. Beyond that, the core begins to lag behind the surface, producing a hardness gradient that concentrates stress at the soft-core / hard-surface boundary — precisely where fatigue cracks prefer to initiate. 4340, with its nickel content reinforcing the hardenability contributions of manganese, chromium, and molybdenum, maintains consistent hardness through sections exceeding 150–200 mm (6–8 inches) in equivalent diameter. For standard-duty cushion rings in the 50 mm (2-inch) kingpin class, this distinction may be academic. For heavy-duty 90 mm (3.5-inch) kingpin rings with greater wall sections — common in high-GVW tractor applications — it becomes the deciding factor.
For more on how ring wall thickness interacts with real-world fifth wheel performance, see our detailed analysis of how cushion ring thickness affects fifth wheel performance.
Forging Performance: How Each Grade Behaves Under the Press
Both 4140 and 4340 are hot-forgeable within the standard alloy steel temperature window of approximately 1,100–1,250 °C. However, there are process control differences that matter in production.
4140 is the more forgiving grade. It has lower carbon equivalent (CE ≈ 0.78 versus 0.85 for 4340), meaning it is less sensitive to quench cracking and white spot formation after forging. Normalizing after forging can be done promptly without the aggressive controlled-cooling protocols that 4340 demands. For a forging supplier producing large volumes of standard cushion rings, 4140 offers wider process windows and lower scrap risk.
4340, by contrast, has higher white point sensitivity — a hydrogen-induced defect that forms when hydrogen trapped in the steel during forging is not allowed to diffuse out before the part cools. If a 4340 forging is not annealed or slowly cooled immediately after forging, white spots can render the part unusable. Reputable forging suppliers address this through controlled post-forge cooling cycles and hydrogen diffusion anneals, but it adds process steps and cost. The implication for buyers: when specifying 4340 cushion rings, require documented post-forge heat treatment records as part of the material certification package — not just hardness test results.
Machinability follows a similar pattern. 4140 in the annealed condition machines more freely, with lower cutting forces and better surface finish at standard cutting speeds. 4340's toughness means it requires carbide tooling and more conservative feed rates, particularly for bore finishing operations where surface roughness directly affects wear behavior in service.
Heat Treatment Options for Cushion Ring Applications
The heat treatment route applied to a cushion ring forging determines its final hardness profile, residual stress state, and fatigue performance. Two approaches dominate:
- Through-hardening (quench and temper) — The entire ring is austenitized, quenched, and tempered to a target hardness. For 4140, this typically achieves 28–34 HRC throughout the wall for standard-section rings. For 4340, the same treatment achieves 32–40 HRC with better core consistency in heavier sections. This is the most common treatment for cushion rings where uniform hardness from bore to outer diameter is required.
- Induction surface hardening — The bore surface is selectively hardened using induction heating and quenching, leaving the ring body in a tougher, lower-hardness condition. This approach provides excellent wear resistance at the kingpin contact zone (typically 50–58 HRC surface hardness) while maintaining the core toughness needed to absorb impact without cracking. 4340 is better suited for induction hardening when the ring section is large, because its superior hardenability ensures the induction-hardened zone achieves full martensitic transformation rather than a mixed microstructure.
Shot peening after heat treatment is advisable for both grades in high-cycle applications. Compressive residual stresses introduced at the bore surface measurably extend fatigue life by opposing the tensile stresses that drive crack propagation — a particularly cost-effective improvement for cushion rings in heavy-haul or tanker applications where loading cycles per year are high.
Cost vs. Performance: Building the Decision Matrix
At prevailing market prices, 4340 typically costs two to three times more than 4140 per kilogram of forged billet. For a small ring forging, this cost differential is modest in absolute terms. The more relevant question is whether the performance premium pays back in service life, reduced inspection frequency, or lower risk of in-service failure. The matrix below frames that decision around the operating conditions most relevant to fifth wheel cushion rings.
| Operating Condition | Recommended Grade | Rationale |
|---|---|---|
| Standard GVW, temperate climate, 2-inch (50 mm) kingpin class | 4140 | Adequate strength and hardenability; favorable cost for high-volume OEM supply |
| High GVW (>40T), heavy-haul or tanker service | 4340 | Higher yield strength prevents bore distortion under repeated peak loading |
| 3.5-inch (90 mm) kingpin, large wall section ring | 4340 | Superior hardenability ensures through-hardening without soft core |
| Cold climate operation (below −20 °C) | 4340 | Nickel content preserves impact toughness at low temperature; 4140 becomes increasingly brittle |
| High-cycle urban distribution fleet (>500 couplings/day) | 4340 | Superior fatigue resistance at bore reduces crack initiation risk over long service life |
| Cost-sensitive regional fleet, moderate loads, temperate climate | 4140 | Delivers required performance within budget; replace on inspection schedule |
Making the Right Choice for Your Application
Reduced to a practical rule: 4140 is the right choice when section size, loads, and operating temperatures are within standard parameters, and cost efficiency is a priority. 4340 earns its price premium when any of these three factors — section size, load severity, or operating temperature — pushes beyond the moderate range.
For fleet procurement teams specifying cushion rings in volume, the most reliable approach is to define operating conditions first — GVW rating, kingpin class, climate zone, estimated annual coupling cycles — and work backward to the grade that satisfies those conditions at acceptable cost. Accepting a supplier's default grade specification without checking it against your fleet's actual duty cycle is where mismatches between material capability and application demand quietly accumulate.
Both grades require full material certification — heat number traceability, chemical analysis, mechanical test results per heat treatment lot — as a baseline quality requirement. For 4340 in particular, post-forge heat treatment documentation should be requested as standard, given the grade's sensitivity to white spot formation if cooling protocols are not followed.
Explore our complete range of fifth wheel traction seat forging products, including cushion rings produced to customer-specified material grades, heat treatment conditions, and dimensional tolerances. Our engineering team can review your application parameters and recommend the appropriate steel grade and heat treatment route for your specific fleet requirements.









Our products primarily involve the production of forged components for the automotive industry, construction machinery industry, industrial instrumentation industry, and fluid equipment industry. Custom forging parts manufacturers and forged components solution providers in China.
Product links
Contact Us
-
Address:No. 5 Junrong Road, Daitou Town, Liyang City, Jiangsu Province, China
-
Tel:+86-18021979887
